 ЩЈвЛЩЈЃЌЪжЛњфЏРР
ЩЈвЛЩЈЃЌЪжЛњфЏРР- ММЪѕЮФеТ
ЧааМвКЛиЪеЕФвтвх
2014-01-04 09:03:51 РДдДЃКНКЃЙ§ТЫ
ЛњаЕМгЙЄВњЩњЕФЧааМЃЌВЛНјааДІРэОЭЛсГЩЮЊЮлШОЙЄГЇЛЗОГЕФЮлШОдДЃЌШєНјааПЦбЇДІРэКѓЛиЪедйРћгУЃЌдђПЩБфЗЯЮЊБІЃЌЮЊЦѓвЕВњЩњОоДѓВЦИЛЃЌетвбОБЛдНРДдНЖрЕФЦѓвЕЙмРэепЫљжиЪгЁЃ
ИљОнОбщжЕЃЌЧааМеМЙЄМўУЋжиЕФ40%зѓгвЃЌМгЩЯКУЖрж§МўЁЂЖЭМўГЌВюЃЌЧааМПЩвдеМЕНЙЄМўУЋжиЕФ47%зѓгвЃЌгааЉЬиЪтЙЄМўБШР§ИпДя65%---70%ЃЌЦНОљПМТЧЧааМПЩеМЙЄМўУЋжиЕФ50%ЃЁШчЙћОЙ§ПЦбЇЕФЗНЗЈМгвдЛиЪеЁЂШлЛЏЃЌзЊЛЏТЪПЩвдДяЕНЧааМжиСПЕФ60%---65%ЃЛМД100ЖжЙЄМўПЩвдВњЩњ50ЖжЧааМЃЌОЙ§ПЦбЇЛиЪеЁЂбЙПщЁЂЛиТЏШлЛЏЃЌПЩвдЩњГЩ30---33ЖжУЋСЯЃЁ
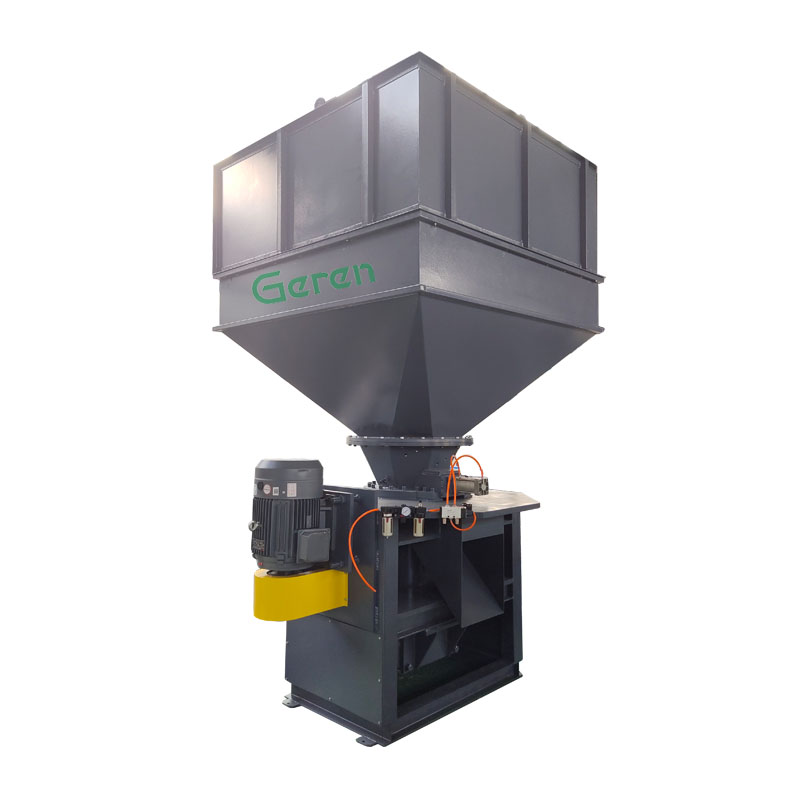
ЛњДВВњЩњЕФЧааМЃЌ*КУЫцЪБЕФЪфЫЭЕНЧааМдйРћгУЙЄзїеОНјааДІРэЃЌвдБЃГжЧааМЕФаТЯЪГЬЖШЃЌЪЙЦфВЛЪмЕНЛђКмЩйЪмЕНбѕЛЏЃЛСэЭтЃЌЮЊСЫЗРжЙвђМгШШв§Ц№ЧааМЕФбѕЛЏЃЌЫљвдБиашЪЧРфМгЙЄДІРэЙЄвеЃЛЛЙгаЃЌдкЧааМбЙПщЧАЃЌБиаыНЋЧааМФкЕФРфШДвКЁЂЧаЯїгЭШЅГ§ИЩОЛЃЌЗёдђвЛЪЧгАЯьЛЏбЇГЩЗжЃЌЖўЪЧШлСЖЪБШнвзв§Ц№аМПщБЌеЈЃЌЫљвдвЊНјааИпЫйРыаФЫІИЩДІРэЃЛ*КѓЃЌжЛгаАбВЛЩњатЕФЧааМбЙГЩЗЧГЃжТУмЕФПщзДЃЌдкИпТЏФкШлЛЏЪБЃЌЧааМКЭбѕЦјЕФНгДЅУцЛ§ВХФмМѕЕН*аЁЃЌМѕЩйбѕЛЏСПЃЁ
ЧааМОЙ§ЛиЪеЁЂЦЦЫщЁЂЫІИЩЁЂбЙПщКѓМШПЩвдЛиЪеЙѓжиЕФЧаЯїгЭЃЌМѕЩйЛЗОГЮлШОЃЌгжПЩвдЕУЕНИпзЊЛЏТЪЕФдВФСЯЃЌСэЭтЛЙПЩвдДѓЗљМѕЩйеМЕиУцЛ§ЃЌНЕЕЭдЫЪфГЩБОЁЃбЙПщКѓЃЌж§ЬњаМЬхЛ§МѕжСдРДЕФ1/4зѓгвЃЌИжОэаМЬхЛ§МѕжСдРДЕФ1/8зѓгвЃЌЫщТСаМЬхЛ§МѕжСдРДЕФ1/10зѓгвЃЌЭОэаМЬхЛ§МѕжСдРДЕФ1/15зѓгвЁЃ


СєбдЩЯвЛЦЊ:ялЯїИзЭВЕФЧаЯївКЪЙгУЯТвЛЦЊ:ЙмЪНГ§гЭЛњНщЩмаТЗЂВМ -
-
 бЬЬЈНКЃЙ§ТЫЩшБИгаЯоЙЋЫОФкШнЩљУїЃКЙШЦйЮЊЕкШ§ЗНЦНЬЈМАЛЅСЊЭјаХЯЂЗўЮёЬсЙЉепЃЌЙШЦйЃЈКЌЭјеОЁЂПЭЛЇЖЫЕШЃЉЫљеЙЪОЕФЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШаХЯЂФкШнЯЕгЩЕъЦЬОгЊепЗЂВМЃЌЦфецЪЕадЁЂзМШЗадКЭКЯЗЈадОљгЩЕъЦЬОгЊепИКд№ЁЃЙШЦйЬсабФњЙКТђЩЬЦЗ/ЗўЮёЧАзЂвтНїЩїКЫЪЕЃЌШчФњЖдЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШШЮКЮаХЯЂгаШЮКЮвЩЮЪЕФЃЌЧыдкЙКТђЧАЭЈЙ§ЙШЦйгыЕъЦЬОгЊепЙЕЭЈШЗШЯЃЛЙШЦйЩЯДцдкКЃСПЕъЦЬЃЌШчФњЗЂЯжЕъЦЬФкгаШЮКЮЮЅЗЈ/ЧжШЈаХЯЂЃЌЧыдкЙШЦйЪзвГЕзРИЭЖЫпЭЈЕРНјааЭЖЫпЁЃ
бЬЬЈНКЃЙ§ТЫЩшБИгаЯоЙЋЫОФкШнЩљУїЃКЙШЦйЮЊЕкШ§ЗНЦНЬЈМАЛЅСЊЭјаХЯЂЗўЮёЬсЙЉепЃЌЙШЦйЃЈКЌЭјеОЁЂПЭЛЇЖЫЕШЃЉЫљеЙЪОЕФЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШаХЯЂФкШнЯЕгЩЕъЦЬОгЊепЗЂВМЃЌЦфецЪЕадЁЂзМШЗадКЭКЯЗЈадОљгЩЕъЦЬОгЊепИКд№ЁЃЙШЦйЬсабФњЙКТђЩЬЦЗ/ЗўЮёЧАзЂвтНїЩїКЫЪЕЃЌШчФњЖдЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШШЮКЮаХЯЂгаШЮКЮвЩЮЪЕФЃЌЧыдкЙКТђЧАЭЈЙ§ЙШЦйгыЕъЦЬОгЊепЙЕЭЈШЗШЯЃЛЙШЦйЩЯДцдкКЃСПЕъЦЬЃЌШчФњЗЂЯжЕъЦЬФкгаШЮКЮЮЅЗЈ/ЧжШЈаХЯЂЃЌЧыдкЙШЦйЪзвГЕзРИЭЖЫпЭЈЕРНјааЭЖЫпЁЃ